


Maskenformgießen

Besonderheiten des Maskenformgießens
1.Das Maskenformgießen hat einen geringen Formsandverbrauch. Es besitzt hohe Maßgenauigkeit und erzielt sowohl glatte Oberflächen als auch scharfe Konturen. Es können zahlreiche Bearbeitungsvorgänge eingespart werden.
2.Da die Modellherstellung beim Maskenformgießen teuer ist, eignet es sich am besten wenn größere Produktionsserien mit komplexen Strukturen und glatter Oberfläche gefragt sind.
3.Das Maskenformgießen ist für die Serienfertigung vollständig automatisierbar.
4.Hohe Produktivität bei geringem Platzverbrauch, geringerer Materialverbrauch und Arbeitsaufwand und damit verbunden weniger Kosten bei Erzielung einer ausgezeichneter Oberflächengüte sind die Merkmale des Maskenformgießens.
Berschreibung
Beim Maskenformgießen wird härtbarer, harzumhüllter Formsand auf ein beheiztes Metallmodell aufgeschüttet. Dadurch härten die im Formstoff enthaltenen Kunstharze aus und verfestigen die Form. Es entsteht eine selbsttragende, stabile Maskenform. Die Maskenform wird oft in einem Stück gemeinsam geformt und danach getrennt. Nach Einlegen der Kerne werden beide Formhälften zusammengeklebt. Die miteinander verklebten Maskenhälften bilden die giessfertige Form in die die verschiedensten Materialien, wie z.B. Kupfer-, Aluminium- und Zinklegierungen, Gusseisen mit Kugel- oder Lamellengraphit, rostfreier Stahl und unlegierter Stahl gegossen werden.
Die mit dem Maskenformgießen hergestellten Gussteile werden in der Automobilindustrie, in der Schienenfahrzeugtechnik, im Schiffbau, in der Elektrotechnik und der Halbleitertechnologie verwendet.
Maskenformgießen - Verfahrensprinzip
1.Modelleinrichtung
Die in Form der gewünschten Gussteile erstellten Modelleinrichtungen –
Modellplatte und Modell – bestehen aus Metall, vorzugsweise aus Gusseisen und sind beheizbar.
2.Maskenformen
Nach ausreichender Abkühlung der Schmelze werden die fertigen Gussteile aus den Formen gebrochen. Der Aufwand beim anschließendem Gussputzen ist im Vergleich zum konventionellen Sandguss geringer.
Bild-Informationen


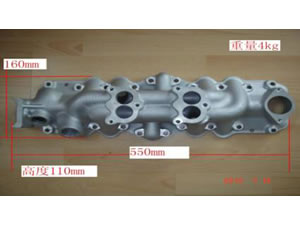
Material: A356-T6
Gießtechnik: Maskenformgießen
Verwendung: Motor-/Maschinenbau



Material: ZL 101A-T6
Gießtechnik: Maskenformgießen
Verwendung: 110KV-550KV switch shell
Technische Eigenschaften:
1. Hält 30 Minuten lang höchstem hydraulischen Druck (0.78x2MPa) ohne bleibende Verformung stand.
2. Gibt Wasserdruck erst ab 0.78x3.5MPa nach.
3. Dichtetest: Bei einem Gas (SF6)-Druck von 0.6MPa beträgt die jährliche Austrittsrate weniger als 0,5%.

Material: A356-T6 |

Material: G-AlSi7Mgwa |

Material: Messing |
ZZ Group Non-Ferrous Forging Co., Ltd. fertigt professionell im Maskenformgießen, aber auch in den anderen Gießverfahren ( u.a. Sandguss, Druckguss, Niederdruckguss, Schleuderguss, Schwerkraft-Kokillenguss, Feinguss), Schmiedeverfahren (Freiform-/Gesenkschmieden) und Präzisionsbearbeitung. Zu den Einsatzbereichen unserer Gussprodukte zählen der militärische Sektor, der Schiff- und Maschinenbau, die Halbleitertechnik, Windenergiegewinnung, Kraftwerkstechnik und die Elektrotechnik.

- SchleudergussDurch den Einsatz von Horizontal- und Vertikal-Schleudergießmaschinen formt man Schleudergussringe-, Räder, Buchsen, Rohre u.a. Hierbei wird das flüssige Material durch die Zentrifugalkraft an die Innenwand einer zylindrischen Schleuderkokille gepresst, wo es erstarrt. Die Wandstärke des Materials ist von der Dosierung abhängig und damit ....

- Gießverfahren mit harzumhülltem SandHarzumhüllter Sandist ein Formstoff zur Kernherstellung und zur Herstellung von Maskenformen (Croningformen), welcher bei der Aufbereitung kalt Kaltharzverfahren), warm oder heiß umhüllt werden kann. Ein wichtiges Aufbereitungsverfahren für diese Sande ist die Heißumhüllung....